
- 新聞中心
- 行業(yè)新聞
- 公司新聞
- 常見(jiàn)問(wèn)題
聯(lián)系人: 許先生
手機(jī):13656237188
電話:0512-89991032
傳真:0512-68837004
郵箱:306684063@qq.com
地址:蘇州高新區(qū)獅山街生活廣場(chǎng)
鉻鎳不銹鋼的切削加工
1Cr18Ni9Ti
不銹鋼的強(qiáng)度硬度很低(硬度≤187HB),而塑性很高 1 刀具材料的選擇 根據(jù)1Cr18Ni9Ti不銹鋼的性能及特點(diǎn),刀具選用我公司生產(chǎn)的硬質(zhì)合金刀片,牌號(hào)為YG813。YG813硬質(zhì)合金相當(dāng)于國(guó)際標(biāo)準(zhǔn)ISO的K10~K20/M20,密度為14.4g/cm3,硬度為91.5HRA,抗彎強(qiáng)度為2100MPa。該硬質(zhì)合金具有良好的耐磨性、熱硬性、高溫韌性和抗粘接能力,適合于加工高溫合金、不銹鋼、高錳鋼等材料。由于YG813
是一種加有少量稀有難熔金屬碳化物的WC-Co系的合金,組織結(jié)構(gòu)細(xì)密 2 切削用量、刀具角度等參數(shù)的選擇 以目前我公司生產(chǎn)的法蘭(圖1)為例,介紹切削用量、刀具角度等參數(shù)的選用。 圖1 法蘭 1.精加工時(shí)切削用量的選擇 在切削用量三要素中,切削深度ap和進(jìn)給量f的增大,都會(huì)使切削力增大,工件變形增大,并可能引起振動(dòng),從而降低加工精度和增大表面粗糙度Ra值。切削速度v增大時(shí),切削力減小,并可減小或避免積屑瘤,有利于加工質(zhì)量和表面質(zhì)量的提高。但在車(chē)削時(shí),當(dāng)切削速度v=30~70m/min時(shí),容易產(chǎn)生振動(dòng),高于或低于這個(gè)范圍,振動(dòng)呈減弱的趨勢(shì):進(jìn)給量f較小時(shí),振幅較大,隨著f的增加,振幅變小:切削深度ap增加,振幅也會(huì)增大。根據(jù)以上結(jié)論,精車(chē)圖1法蘭時(shí),應(yīng)盡可能地減小切削深度ap,適當(dāng)減小進(jìn)給量f。 實(shí)踐表明,切削速度v=15~25m/min,切削深度ap=0.10~0.15mm,進(jìn)給量f=0.
18~0.25mm/r,最后進(jìn)行精細(xì)車(chē)時(shí) 2.刀具角度的選擇 適當(dāng)加大刀具前角和減小進(jìn)給量,提高切削速度 圖2 刀具角度示意圖 3.切削液的選擇 切削液的作用主要是冷卻和潤(rùn)滑 4.工件的安裝 按常規(guī)用三爪卡盤(pán)夾緊本法蘭工件進(jìn)行切削,很難達(dá)到加工精度,特別是工件的平面度和平行度。因此需要設(shè)計(jì)一套一次性?shī)A具。首先將法蘭毛坯車(chē)削好,內(nèi)孔暫鉆
?18mm 孔,端面和外圓各留0.5mm余量。在精車(chē)時(shí)先進(jìn)行安裝,將端面外圓車(chē)削好,然后進(jìn)行安裝車(chē)削內(nèi)孔,基本可以達(dá)到圖紙技術(shù)要求。 您如果對(duì)我們的產(chǎn)品感興趣或者有任何的疑問(wèn) 13656237188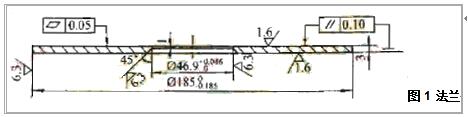
削加工")
